产品中心
PRODUCT CENTER


PRODUCT CENTER

双面V带(六角带)工艺流程一条胶带从选料到出厂要经过十几道工序,任何一道工序的失误都会导致产品性能的降低。在这其中,混炼与硫化为加工的关键工序。
24小时咨询电话13864304912
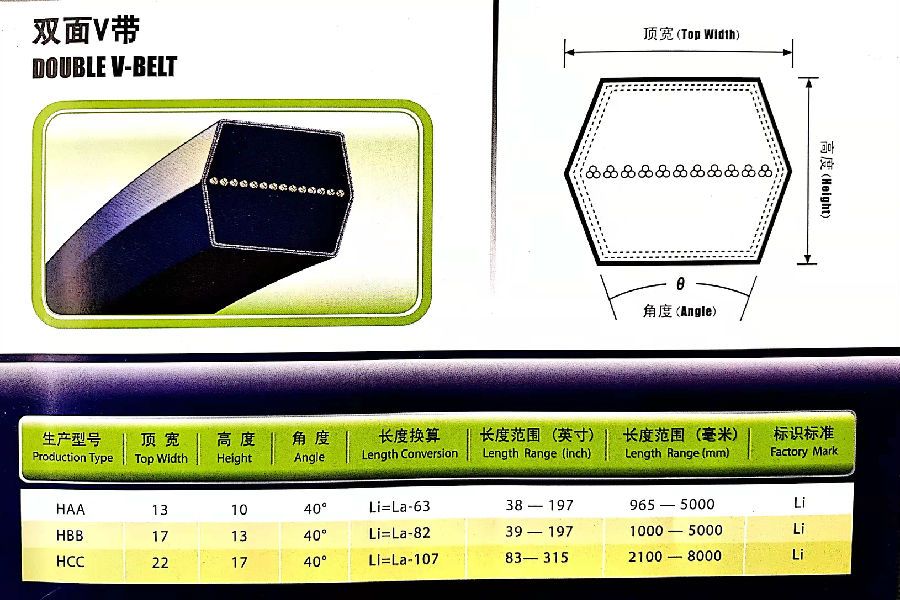
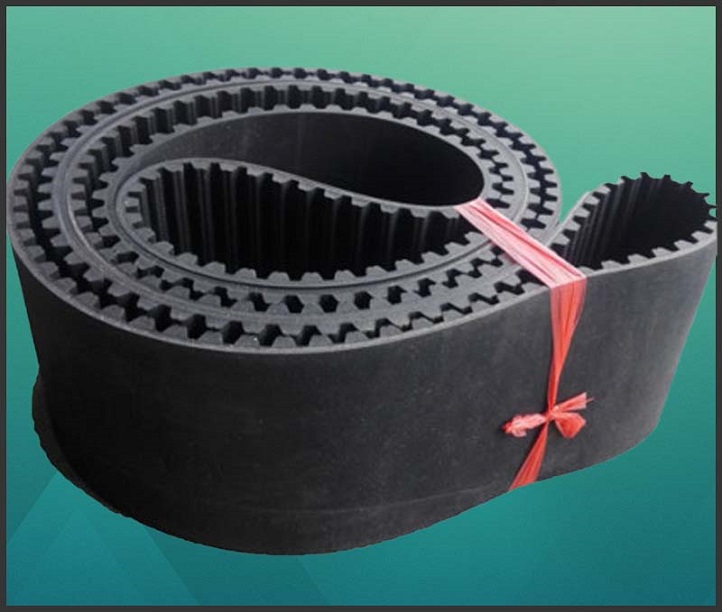
六角带
生产型号 | 顶宽 | 高度 | 角度 | 长度换算 | 长度范围(英寸) | 长度范围(毫米) | 标识标准 |
HAA | 13 | 10 | 40° | Li=La-63 | 38一一197 | 965一一5000 | Li |
HBB | 17 | 13 | 40° | Li=La-82 | 39一一197 | 1000一一5000 | Li |
HCC | 22 | 17 | 40° | Li=La-107 | 83一一315 | 2100一一8000 | Li |
双面V带(六角带)工艺流程
一条胶带从选料到出厂要经过十几道工序,任何一道工序的失误都会导致产品性能的降低。在这其中,混炼与硫化为加工的关键工序。
包布V带的生产工艺主要包括混炼、挤出、纤纱、包布、硫化、检验入库6道工艺流程。
混炼,是指用炼胶机将生胶或塑炼生胶与配合剂炼成混炼胶的工艺,是橡胶加工**的生产工艺。
挤出,是指混炼胶通过挤出机螺杆间的作用,边受热软化,边被螺杆向前推送,连续通过机头模块而制成各种V带型号、相应重量的半制品的一种加工方法。
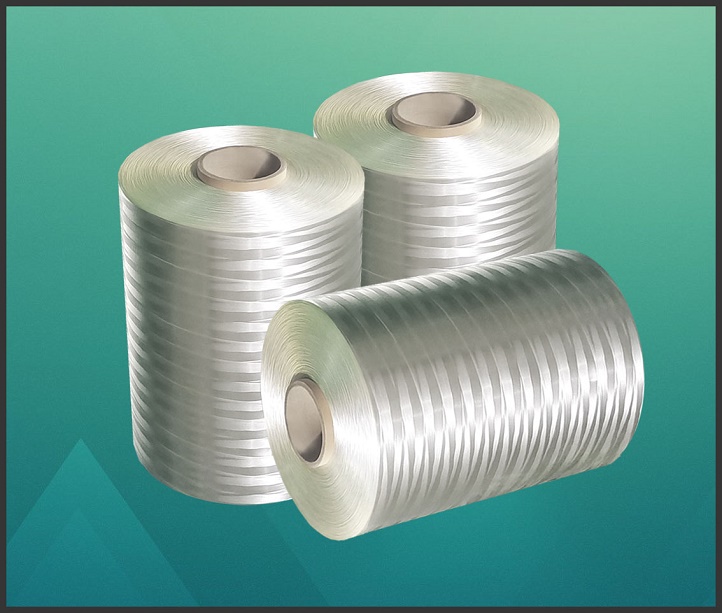
纤纱,是指线绳通过线辊缠绕,在线绳两面贴上缓冲胶片,并逐条切割的工序。
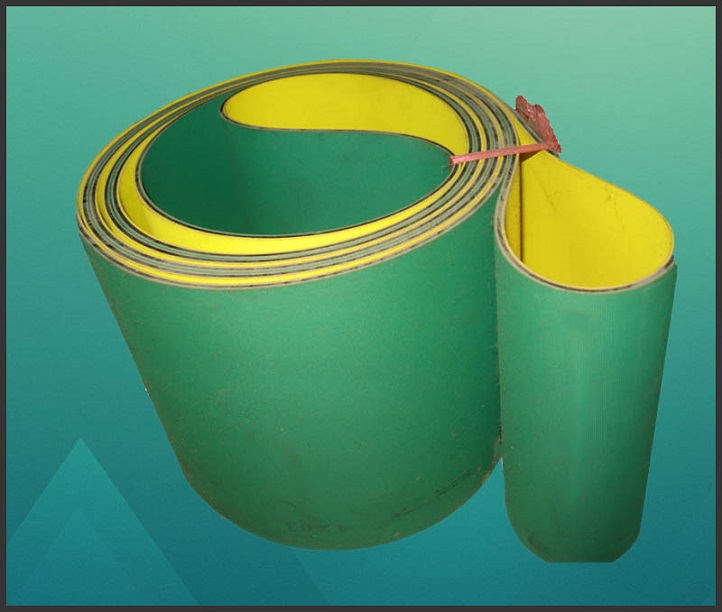
包布,是指将胶帆布包在有复合橡胶及骨架材料的带芯上,起到耐磨、耐热等效果。
第五道工艺流程“硫化”,是指包布好的带胚在加热时,通过一定的时间与压力使橡胶产生化学反应转化为有弹性橡胶的过程。
检验入库,是指成品V带通过外观及性能检测合格后,将合格产品放入指定的区域的过程。
从“混炼”到**的“检验入库”,每道工艺流程重重把关严格执行公司产品质量要求,精益求精,力求做到**。
产品应用领域
产品应用领域覆盖汽车及发动机、农业机械、工程机械、机床设备、纺织机械、
印刷机械、石油化工设备等行业。
产品的安装说明
我们不止对产品的生产工艺流程有着严格的要求,同样,我们对于产品的安装、使用与维护也有着严格的标准。
对于橡胶V带在传动安装、使用与维护方面,我们有着以下要求:
①首先要检查带轮的磨损程度,尽可能地除去锈块、污垢、油脂等可能影响带子使用的不利因素,同时还需定期检查传动部位的润滑油是否充分。
②选用橡胶V带时首先要注意其型号与带轮相匹配,V带底面与轮槽底部留有一定间隙,以保证V带两侧面与轮槽良好接触,增加V带传动的工作能力。
③V带张紧程度要合适。安装V带时,应先将两带轮中心距缩小,将带套入,然后慢慢调整中心距,然后以150—200N的力,按压每根V带中段,压下距离之差约15mm左右,此时V带的张紧程度为合适,注意不能使用撬杠强行将带子挤入带轮。
④安装完毕后。检查两带轮轴线是否平行,且带轮的端面与其轴线垂直。两带轮的安装要牢固,不能晃动。若有偏差,偏角误差要小于20分。否则,v带易发生偏磨,影响传动能力,降低V带的使用寿命。
⑤V带传动要安装防护装置。为了避免V带接触酸、碱、油等腐蚀性物质,防止日光曝晒,使V带老化,确保传动时的安全性,V带传动应安装防护装置。同时检查设备通风状况,保证带轮与V带运转时能散热良好。
⑥使用过程中应定期检查,若发现V带中有一根出现损坏,要及时更换同组所有V带,不同型号、新旧V带不能同组使用,也不能随意减少V带根数。
⑦要定期检查V带的张紧程度。及时调整两轮中心距,当需加设张紧轮时,V 带的张紧轮要安装在皮带松边内侧靠近大带轮的部位。